
ROSTA






2.20
Oscillating shaker conveyors with crank shaft drive are wide-
ly used for the transportation and selection of bulk material.
A shaker conveyor consist of a heavy and (infinitely) stiff de-
signed shaker and/or screening trough, which is supported
by several pairs of guiding rocker arms. The rocker arms are
also connected with the lower base frame which is anchored
in the building foundation by means of tie bolts. The eccen-
tric shaft transmitting the oscillations to the trough is always
driven by elastic belt drive to compensate the hits by the
dead centers of the crank shaft drive. A driving rod with an
elastic drive head connects the crank drive with the base
frame of the trough and transmits the required oscillations for
the transport of the bulk material on the feeder. According to
the length, stiffness and weight of the shaker trough several
pairs of supporting and guiding rocker arms are required
between base frame and conveyor.
The “brute-force” shaker conveyor system is widely used in
the processing industries due to its constructive simplicity and
cost efficient design method. It characterizes by a massive
feeding trough mounted on several pairs of guiding rocker
arms connected with a ground frame and driven by a crank
shaft system. The relatively low costs for the design and con-
struction of this feeding system are favouring this standard
shaker for the use in many processing operations where
rather low material speeds are fully adequate. Too high
speeds and too long strokes would generate in this one mass
system too high shocks by the change in direction of the
crank shaft drive. Therefore, accelerations of >1,7 g-forces
are not applicable with this “brute-force” shaker.
To avoid high material fatigue stress on the trough structure,
the relevant design should feature heavy stiffening rips and
border strips to make the feeding channel more or less “in-
finitely” stiff. One mass shaker conveyors have to be bolted
down on the foundations by means of tie anchors.
Technology of crank shaft driven shaker conveyors
Relatively
slow
acting oscillating conveyors are usually de-
signed as positive movement systems (“brute-force” systems)
transmitting the high reaction forces of the crank reverse mo-
tion into the building foundation. Faster running shaker con-
veyors with crank shaft drive are therefore usually designed
as two mass systems with direct compensation of the reaction
forces by the counter-mass hanging at the lower end of so
said double rocker arms directly underneath the trough mass
(“fast-runner” systems).
To achieve a very “smooth” course of motions on
fast
acting
shaker conveyors based on one or two masses the installation
of additional
spring accumulators
offering an actuation
of the shaker system close by the resonance frequency (“nat-
ural frequency” systems) is recommended. These pre-loaded
spring accumulators compensate the hard hits of the crank
shaft drive at the dead centers and are heavily supporting the
eccentric trough motion with their high dynamic stiffness.
One mass shaker conveyor systems without spring accumulators
Design
Characteristics
ROSTA elements
“brute-force” system as basic version
acceleration:
1.1 to 1.7 g-forces
conveying speed:
6 to 15 m/min
trough lengths:
max. 12 to 15 meters
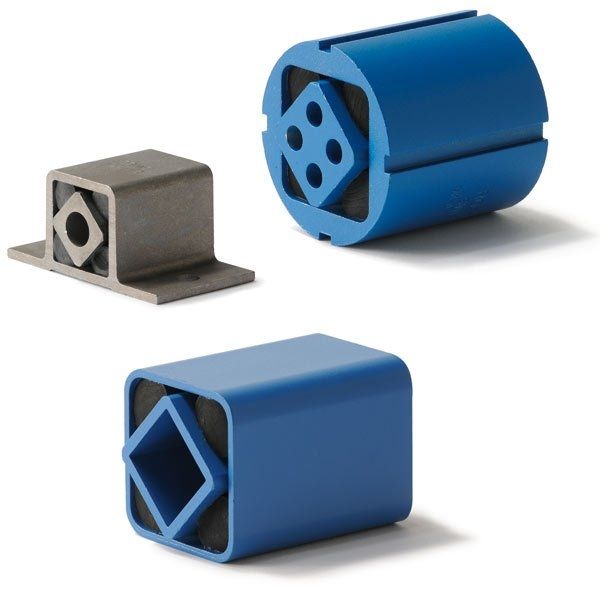
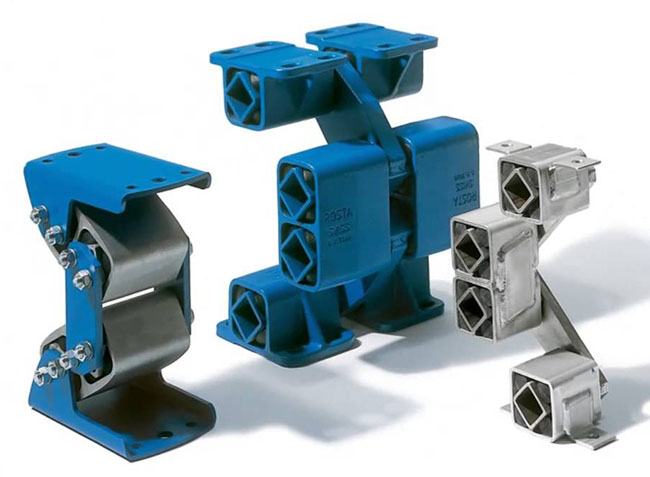
oscillating mountings:
AU, AS-P, AS-C, AR
drive heads:
ST
Introduction
Oscillating Mountings